Замена направляющих втулок клапанов и седел

Идеальный вариант — это целая головка блока цилиндров (ГБЦ) в двигателе, а изношены только клапанные седла. Направляющие втулки подвергаются ремонту или замене первыми, так как они являются базой для замены седел.
Выпрессовка втулок
Самым распространенным способом замены втулок является ударный принцип (с помощью молотка). На втулку устанавливается ступенчатая оправка. Делается она такой, чтобы меньшим диаметром оказалась во втулке, а большим без проблем проходила через отверстие в головке цилиндров. Затем наносятся аккуратные удары молотком.
Виды втулок
- Бронза. Лучший материал. Втулки из него хорошо сопротивляются трению, износостойкие, обладают высокой теплопроводностью, легко выпрессовываются. Минусы: дороговизна, такие детали нерентабельны для простых автомобилей.
- Чугун. Обладает стандартными качествами. Подходит для повседневных работ с малыми и средними нагрузками (исключая специальный чугун для высоких воздействий).
Выпрессовка
Головку цилиндров для лучшего эффекта и большей вероятности положительного результата необходимо нагреть в электропечи. Если ремонт проводится в гараже, то подойдет и горелка (электроплитка).
Бывают случаи, когда выдавить не получается. Тогда втулку придется высверливать. Нельзя использовать ручную дрель. При сверлении руки могут дрогнуть или отклониться в сторону, от этого изменится угол посадочного отверстия (нужно строго перпендикулярно), и появятся перекосы. Для этой работы подойдет сверлильный станок. Высверливать следует не всю втулку. Оставляется около 1 мм и потом спокойно выбивается молотком.
Натяг втулки
Запрессовывать втулки необходимо, только когда известны данные по натягу. Он должен составлять около 0,03—0,05 мм. Если гнездо под втулку разбито или стало больше, то требуется менять ее диаметр в большую сторону, чтобы сохранилось натяжение частей. Это особенно актуально, когда старое отверстие деформировано.
Запрессовка
Перед тем как приступить к самому процессу, необходимо, чтобы соблюдалась разница температур. Гнездо должно быть горячим для последующего сжатия, а втулка, наоборот, холодной — для расширения. Этим и обеспечится натяг. Нельзя работать, не достигнув разницы температур. Со временем натяг ослабнет, и втулка начнет «ездить». Это чревато еще большим ремонтом.
В гаражных (домашних) условиях подойдет ванна с кипятком и морозильник. Головка разогревается, и в нее запрессовываются холодные втулки. Делать это нужно быстро, за 2–3 удара молотком. Затем производится калибровка отверстий при помощи разверток. Алмазные имеют больший запас прочности, поэтому дольше сохранится стабильный размер. Необходимые размеры зазоров: впускные — около 0,02— 0,03 мм, выпускные — 0,03— 0,04 мм.
Седла клапанов
Предназначены для закрепления в ГБЦ фаски клапана, а также обеспечения соосности с втулкой.
С помощью ручных угловых фрез можно обработать определенный профиль седла. Угол фрезы — 30, 45, 60 градусов. Она должна жестко крепиться на стержне, иначе появится люфт, который не даст достигнуть точных параметров соосности.
Перед началом обработки необходимо ознакомиться с рекомендациями завода-изготовителя. Есть и общие данные по уплотняющей (угол 45°) и примыкающей (30— 45°) фаске.
Также часто используются резцовые головки. Главное условие — после предварительной обработки должна получиться ровная поверхность уплотнительной фаски.
Притирка
Последний штрих. При профессиональной обработке этот этап не нужен. Если проводилась ручная работа, поверхности необходимо избавить от небольших дефектов и придать необходимую шероховатость.
Этот процесс проводится для контроля качества. В сухом состоянии клапан проворачивается в обе стороны. Если блестящая линия замкнутая — работа выполнена верно, и примыкание поверхностей отличное.
Источник: http://www.om-shina.ru/info/1199540/
Замена направляющих втулок клапанов

В процессе эксплуатации втулки клапанов изнашиваются, в основном в плоскости вращения распредвала, и соосность втулки с клапаном теряется, втулка разбивается на концах именно в этой плоскости. Потом клапан начинает гулять,- его биение превышает норму, из-за этого он неплотно прилегает к седлу, соответственно он разбивает фаску седла. Это может привести к прогару клапана и последующей замене седла. А может и не привести, если вовремя исправить.
В изношенной направляющей клапан будет ходить криво, что приведёт к быстрому износу маслосъёмных колпачков, тогда масло будет легко попадать в двигатель, тем более сама втулка разбита, и через неё пройдёт больше масла. Простая замена колпачков не поможет, новые быстро износятся и всё повторится сначала.
Масло также может уходить и через зазор втулки с головкой, особенно если установить «фирменную» кривую втулку, вроде бы и мск в порядке, не пропускают, и клапан ходит без перекосов, а всё равно всё в масле. И эта поломка довольно сложно диагностируется, ведь туда не заглянешь, а масло всё равно будет со всех сторон.
А при обрыве ГРМ, как правило, гнутся клапана, и они могут повредить направляющие.
Как поменять направляющие клапанов
Чтобы поставить новую втулку, нужно сначала извлечь старую. Этим и займёмся. Для извлечения надо сначала рассухарить клапан и извлечь его, а с направляющей снять маслосъёмный колпачок. Тогда появится доступ к самой направляющей, что нам и нужно.
Извлечение направляющих
Направляющие можно выпрессовать съёмником, либо выбить молотком через проставку. У каждого из этих способов есть свои достоинства и недостатки, и свои особенности в применении того или иного метода. Проще, конечно, выбить молотком, но можно повредить направляющую и она разобьёт посадочное отверстие; съёмник свою работу сделает аккуратно, но он достаточно дорогой, чтобы его покупать ради разового использования, проще тогда отдать на СТО, там сделают за те же деньги.
Направляющие вставляются в головку сверху, а это значит, что выбивать их надо со стороны камеры сгорания. Для выбивания нужна оправка чуть уже внешнего диаметра втулки. Для удобства самый край оправки надо сточить до размеров внутреннего диаметра втулки, чтобы оправка внутренней частью залезла в отверстие направляющей, а внешней упиралась в торец. Тогда эта конструкция никуда не соскочит.
Для выбивания желательно взять молоточек потяжелее, тогда направляющая выйдет с одного удара. Для уменьшения натяга головку можно слегка подогреть, к примеру, на электрической плитке; благодаря разным коэффициентам линейного расширения стали (материал втулки) и алюминия (материал головки), натяг уменьшается и требуется меньше усилий. Недостатком такого метода может стать расплёсканная с одной стороны втулка, которое не пройдёт через отверстие и таким образом повредит головку.
Выпрессовывается аналогичным способом, только вместо удара молотка будет приложена сила съёмника.
Съёмник выглядит следующим образом: через направляющую втулку проходит шпилька примерно такого же диаметра, как и внутреннее отверстие, со стороны камеры сгорания стопорится гайкой, с обратной стороны делается упор, через который будет тянуться шпилька вместе со втулкой.
Далее на шпильку накручивается гайка, расстояние уменьшается, и втулка выходит из посадочного отверстия. Если при большом усилии втулка не пошла, ей надо сорвать, постучав по съёмнику со стороны камеры сгорания. Дальше всё пойдёт как по маслу.
Запрессовка направляющих
Засовываются обратно направляющие точно так же, как и высовываются, только наоборот. Есть несколько вариантов сделать это: одни делают посадку более качественной, другие проще реализуются.
Легче всего запрессовывать направляющие, если нагреть головку или охладить втулку. Чем больше будет разность температур у деталей, тем меньший будет меньше натяг и меньше усилий усилий придётся приложить при запрессовке.
Чем меньше нужен натяг у пары втулка-головка и чем твёрже материалы деталей, тем меньше потребуется разность температур. Дело в том, что мягкие металлы при запрессовывании могут нагартовываться, тем самым уменьшая натяг. Мягкий металл просто сминается под более твёрдым.
А если обе детали из мягкого металла (алюминиевая головка и бронзовая втулка), то в процессе запрессовывания при натяге свыше 0,05 мм детали схватятся с образованием задиров. Из-за этого будет меньший теплоотвод и клапан может заклинить, а втулка при меньшем натяге вылетит из посадочного отверстия.
Но хватит теории, перейдём делу.
Самая простая запрессовка осуществляется ударным способом- молотком через оправку, чтобы не сбить торец втулки. Если не нагревать-охлаждать детали, то втулку надо хотя бы смазать маслом, иначе дело пойдёт совсем плохо.
Более щадящий режим запрессовки может гарантировать винтовое приспособление, оно хотя бы кромку не собьёт. Продеваем шпильку через втулку и посадочное отверстие, накручиваем гайки через проставки, снизу упираем в седло клапана, а сверху в направляющую втулку. По мере накручивания гаек втулка будет запрессовываться.
Финальная доработка
После того, ка втулки запрессованы, нам нужно проверить их внутренний диаметр, он может немного уменьшится вследствие возникающих напряжений. Стоить учесть, что зазор втулка-клапан должен составлять 0,03-0,04 мм для впускных и 0,04-0,05 мм для выпускных клапанов. Если если диаметр получается меньше, его нужно развернуть развёрткой соответствующего диаметра.
Источник: https://kakavto.com/?p=1515
Как заменить направляющие втулки клапанов
Отечественные автомобили можно ремонтировать самостоятельно в любом удобном гараже. Конструкция их предусматривает максимальный уровень ремонтопригодности всех узлов и механизмов. Не исключением в этом случае будет ремонт головки блока, одной из операций этого процесса является замена направляющих втулок клапанов.
Конструкция механизма
В процессе работы клапанного механизма движение клапанов происходит в ограниченном пространстве. Направление для перемещения задается с помощью соосности отверстия, в котором «ходит» ось штока и впускного/выпускного отверстия. Материал для штока подобран максимально износостойкий.
Сталь легирована большим количеством хрома и никеля. Направляющие втулки клапанов, сопрягающиеся со штоком, выполнены из менее прочного материала, чаще из медесодержащих сплавов. Это связано с тем, что ремонтный комплект таких втулок будет стоить дешевле при обслуживании, чем полная замена клапанов с износившимся штоком. Также пара сталь-латунь гораздо лучше работает при фрикционном сопряжении.
Замена втулок
Зазора между отверстием и клапаном практически нет. Это и наличие сальников на штоке помогает предотвратить попадание масла в камеру сгорания. Но за счет того, что работа клапанов проходит в агрессивных условиях и при интенсивном перемещении, износ у втулок появляется, их приходится периодически менять. Если бы они не стояли в конструкции, то пришлось менять всю головку блоки после выработки в отверстиях, по которым ходит шток.
Необходимость замены втулок
Износ можно определить по нескольким косвенным признакам, также есть случаи, когда требуется менять втулки в обязательном порядке:
- в камеру сгорания проникает моторное масло, за счет этого возрастает его расход и образуется сероватый дым из выхлопной трубы;
- слышно характерное постукивание со стороны головки блока;
- при полной замене комплекта клапанов;
- капремонт головки блока.
Инструмент для выпрессовки
Запрессовка ремонтного комплекта
Чтобы не повредить поверхность отверстий и не создать задиры, перед тем, как заменить направляющие втулки клапанов, нужно опять немного разогреть головку блока. Ремонтный комплект для лучшей посадки нужно остудить. Для этого подойдет бытовой морозильник. Без таких манипуляций качественной запрессовки можно не получить, а впоследствии все они быстро «разболтаются» на своих местах. И необходимо будет разбирать узел заново.
Сборка механизма
Когда все установится на свои места и головка блока остынет до окружающей температуры, необходимо будет обработать отверстия разверткой. Такая калибровка приведет диаметр в нужный размер по всей длине. Желательно использовать настраиваемый инструмент, так как у ненастаиваемого происходит износ, и размер отверстия станет после большого числа обработок немного меньше требуемого. За счет этого клапаны будут проходить с натягом, преодолевая трение, а могут просто заклинить.
Нормальным считается зазор между штоком клапана и отверстием 0,03-0,04 мм.
После запрессовки втулок можно проводить подгонку седел клапанов. Для этой операции используются шарошки или зенкеры.
Источник: http://ktonaavto.ru/remont-i-obsluzhivanie/dvigatel/kak-zamenit-napravlyayushhie-vtulki-klapanov.html
Направляющие втулки головки блока цилиндров ГБЦ, замена при ремонте своими руками
На стабильность работы любого двигателя внутреннего сгорания оказывает влияние техническое состояние клапанов. От него зависит качество и оперативность заполнения цилиндров горючей смесью. Для придания клапану движения по необходимой оси он помещается в особую втулку.
Чтобы увеличить срок использования, она изготавливается из бронзы. В результате значительных нагрузок необходима периодическая замена направляющих, что способствует улучшению работы двигателя. При желании, имея необходимые навыки, такую операцию можно с успехом провести самому.
Порядок снятия ГБЦ и направляющих втулок
Прежде чем начать ремонт, необходимо иметь полный набор для восстановления работоспособности ГБЦ. Эта составляющая двигателя не ломается мгновенно, ее износ происходит постепенно. На срок эксплуатации влияют:
- своевременная замена масла;
- соблюдение теплового режима работы силового агрегата;
- качество применяемого топлива.
Сняв ГБЦ, можно начинать ремонт поврежденного узла. Эта операция считается самой трудоемкой и продолжительной.
Прежде всего, необходимо отключить АКБ, затем очищаются каналы головки путем слива охлаждающей жидкости через сливную пробку в специально подготовленную емкость. Дальше происходит демонтаж приемной трубы.
Аккуратно производим снятие термостата и приводного ремня ГРМ. Фиксируем распредвалы, чтобы удобно было ссаживать шкивы. Следующим этапом будет снятие датчика охлаждения двигателя.
В указанный ремонт входит также и снятие клапанной крышки, предварительно выкрутив все болты крепления. Помещенную на столе ГБЦ необходимо тщательно очистить от остатков старой прокладки, подтеков масла, пыли и при помощи керосина помыть.
Дальше идет ее разбор, прежде всего подлежат снятию коромысла. После этого посредством приспособления клапана рассухариваются. Используя широкую плоскую отвертку или специнструмент, снимаем маслосъемные колпачки.
После этого демонтируются тарелки, шайбы, пружины (внутренняя, внешняя).
Бывают моменты, когда клапан плохо выходит из посадочного места. В таких случаях по нему следует нанести несколько ударов молотком. При помощи насадки извлекается пришедшая в негодность втулка из головки. Такой ремонт должен проводиться очень осторожно, невнимательность может привести к повреждению посадочного места или поверхности ГБЦ. Все детали блока необходимо проверить на наличие любых повреждений и неисправностей.
Установка новых направляющих
Для установки, запрессовки втулок в направляющие гнезда, для удобства головка блока цилиндров переворачивается таким образом, чтобы камеры сгорания были внизу. Затем, начиная с верхнего конца, устанавливаются стопорные кольца. Это делается для того, чтобы не оставлять на поверхности царапин, борозд. Несоблюдение этого правила может вызвать течь масла. Во избежание появления таких неприятностей необходимо смазывать внешнюю поверхность моторным маслом.
Особое внимание следует обращать на то, что перед установкой новых направляющих они соответствующим образом подгоняются по необходимому размеру. Но перед этим необходимо осуществить шлифовку клапанов, посадочных мест. Устанавливаются бронзовые направляющие втулки при помощи запрессовки обычным молотком через оправку. Она забивается до упора. После этого рекомендуется обработать внутреннюю часть втулки разверткой. Это делается с целью уменьшения зазора.
Следующим этапом будет притирка клапанов, которую лучше всего доверить специалисту. Не стоит забывать, что необходимым условием качественного ремонта головок цилиндров являются качественные запчасти. Дальше следует сборка силового агрегата.
Для повышения герметичности прокладки она обрабатывается графитной смазкой. Болты крепления ГБЦ затягиваться должны в два приема с интервалом в 24 часа. Шестерня и цепь устанавливается так, чтобы совпадали метка на звездочке с приливом на корпусе.
Не стоит забывать о регулировке тепловых зазоров.
Мы постарались ознакомить вас, как можно в домашних условиях отремонтировать направляющие втулки ГБЦ на любом силовом агрегате.
Если у вас возникли вопросы — оставляйте их в комментариях под статьей. Мы или наши посетители с радостью ответим на них
Источник: https://swapmotor.ru/ustrojstvo-dvigatelya/napravlyayushhie-vtulki-gbts.html
Как самому менять направляющие втулки клапанов
Сначала рассмотрим способ выпрессовки направляющих втулок клапанов при помощи оправки, так как указанный способ является распространенным. Перед заменой втулок снимаются пружины и сами клапана.
Как уже было сказано выше, оправка для выпрессовывания втулок клапанов используется ступенчатая. Ступенька необходима для того, чтобы снизить риск повреждений посадочного гнезда в головке блока.
Меньший диаметр оправки позволяет ей войти во втулку на 3-4 см, причем с зазором. Больший диаметр позволяет свободно пройти через гнездо в ГБЦ.
Отметим, что зачастую бронзовые втулки достаточно легко выпрессовываются из головки, так как установлены с относительно слабым натягом. Если же необходимо выпрессовать направляющую втулку клапана из более жесткого материала, тогда ГБЦ следует предварительно нагреть до температуры 140-160 градусов Цельсия в электропечи или до 80-90 градусов в емкости с горячей водой. Нагрев головки блока цилиндров позволит уменьшить натяг.
В крайних случаях плотно запрессованную втулку нужно высверливать. Обратите внимание, делать это разрешается только на станке, так как попытки высверлить втулку клапана дрелью приведут к перекосу и повреждениям посадочного гнезда. Втулку также желательно высверливать не до конца, то есть оставлять стенки толщиной около 1-го миллиметра. Так снижается риск повреждений гнезда, а сам остаток втулки легко удаляется оправкой.
Следующим шагом становится обязательный замер натяга новой втулки перед установкой в головку, так как строго запрещается производить запрессовку новых втулок до измерения натяга. Для замеров натяга понадобится определить диаметр гнезда и направляющей втулки. Допускается показатель на отметке от 0.03 до 0.05 мм. Этот показатель следует понимать как то, что диаметр новой втулки превышает диаметр посадочного гнезда на указанную величину.
Слабый натяг по причине гнезда потребует увеличения диаметра гнезда, куда потом устанавливается ремонтная втулка увеличенного размера. Рассверливать гнездо в ГБЦ также нужно исключительно на станке, что позволит избежать возможного перекоса при выполнении нового отверстия. Что касается степени натяга ремонтной втулки, данный показатель следует максимально увеличить, так как в новом отверстии материал более твердый и имеет большую шероховатость на поверхности стенок.
Чтобы запрессовать новые втулки клапанов головку блока следует повторно нагреть в печи аналогично способу снижения натяга при снятии. Параллельно с этим новые втулки охлаждают. Запрессовка новых втулок без нагрева ГБЦ является неправильной. Это касается алюминиевого сплава ГБЦ, в котором происходит деформация при наличии сильного натяга. После такой установки итоговый натяг будет меньше необходимого.
В результате после сборки мотора и его нагрева при работе направляющая втулка клапана не будет иметь плотной посадки, а сам клапан в указанной втулке начнет страдать от перегревов. Перегрев клапана будет происходить в результате того, что эффективность отвода избыточного нагрева от стержня клапана к ГБЦ существенно снизится.
Неисправность будет быстро прогрессировать, втулка начнет болтаться в посадочном гнезде, что потребует повторной разборки двигателя для проведения ремонта.
Теперь перейдем к тому, как установить направляющие втулки клапанов в головку блока цилиндров. Саму запрессовку реализуют при помощи описанной выше оправки, по которой следует нанести молотком пару резких ударов.
Учтите, наличие на новой втулке специального тонкого пояса для размещения маслосъемного колпачка обязывает к тому, чтобы оправка ни с одной стороны не опиралась на данный пояс.
Игнорирование данной рекомендации может привести к тому, что втулка деформируется или окажется сломанной.
Завершением процесса установки направляющих втулок клапанов ударным способом является финальная калибровка отверстий. Данную процедуру выполняют при помощи разверток. Рекомендуется использовать алмазные развертки, так как данный инструмент более долговечен и обеспечивает стабильный предсказуемый результат сравнительно с обычными стальными развертками.
После обработки отверстий необходимо выполнить проверку зазоров клапанов во втулках с учетом рекомендуемых параметров. Зазоры впускных клапанов должны быть на 0.01 мм меньше по сравнению с выпускными, которые сильнее нагреваются при работе ДВС (например, 0.02 — 0.04 против 0.03 — 0.04 мм). Отметим, что добиваться минимально допустимых зазоров не обязательно.
Следует добавить, что данное утверждение особенно актуально для выпускных клапанов, так как малые зазоры в направляющих втулках могут привести к их заклиниванию.
Выпрессовка и установка направляющих втулок клапанов съемником
Далее рассмотрим наиболее оптимальный способ выпрессовки направляющих втулок клапанов специальным съемником-выпрессовщиком втулок. Начнем с того, что съемники бывают разными и являются универсальными инструментами.
При помощи данного решения можно снимать втулки клапанов на разных ГБЦ без риска повредить посадочную плоскость в головке блока.
Другими словами, наличие съемника сводит к минимуму возможные задиры или другие дефекты отверстия по сравнению с использованием молотка и оправки.
Работа со съемником предполагает:
- под инструмент подкладывается втулка подходящего размера. Подбор такой втулки осуществляется с учетом того, чтобы при установке съёмника резьбовая часть вышла из направляющей клапана на 20-30 мм;
- далее съемник устанавливается и фиксируется парой гаек, которые специально обточены. Также допускается использование одной гайки, если таковая предусмотрена конструкцией съемника;
- следующим шагом становится необходимость придержать верхним ключом съёмник в его центральной части;
- одновременно с этим нижним ключом выпрессовывается направляющая втулка клапана;
После того, как к съемнику прикладывается определенное усилие, можно услышать явный щелчок. Такой звук укажет на то, что втулка клапана сорвана с посадочного места и движется наружу из отверстия в ГБЦ.
Далее нужно крутить винт съемника до того момента, пока втулка не будет извлечена. Затем необходимо приготовить новые втулки для запрессовывания. Далее следует повторить все подготовительные процедуры, описанные выше при установке втулок оправкой.
Дополнительно можно смазать втулку клапана моторным маслом для облегчения посадки в гнездо.
Чтобы запрессовать втулки съемником понадобятся 2 проставки, которые имеют коническую фаску и упираются в седло клапана. Одна деталь должна иметь больший диаметр, а другая меньший (в соответствии с тем, что посадочное место впускного клапана больше, а выпускного клапана меньше). Также снова понадобиться осуществить подбор распорных втулок съёмника, учитывая при этом необходимость выхода резьбовой части съемника на 20-30 мм при установке новой втулки клапана.
Параллельно с этим нужно избежать повреждения пояса (буртика) на направляющей втулке, так как данный пояс служит местом крепления резинового колпачка. Если пояс повредить при установке, герметичность колпачка-сальника будет нарушена.
Чтобы не повредить пояс, используется отдельная гайка, которая упирается в направляющую без риска повреждения пояса. Получается, данная гайка поджимает направляющую втулку клапана. Обратите внимание, установка дополнительной гайки уменьшает количество резьбы на шпильке съемника.
По этой причине для уменьшения нагрузки на резьбу следует накрутить еще одну втулку съемника.
Рекомендуем также прочитать статью о том, какой зазор должен быть у поршневого кольца. Из этой статьи вы узнаете о правильном подборе теплового зазора поршневых колец во время их замены или в процессе капитального ремонта двигателя.
Теперь можно запрессовать втулку съемником. Окончанием запрессовки является момент, когда прокручивать съемник станет тяжелее. Это будет говорить о том, что втулка опустилась на посадочное место и уперлась стопорным кольцом, которое выполнено на направляющей для регулировки правильной посадки. После появления усилия крутить съемник дальше не нужно, так как можно повредить направляющую. Съёмник пора разбирать и снимать, так как новая втулка уже запрессована в головку блока.
Далее втулки понадобится подгонять по посадочным размерам. Это необходимо в том случае, если направляющую слегка сдавило при запрессовке. Выполняется данная процедура аналогично описанной выше, то есть при помощи развертки. Развертка вставляется в отверстие и без давления прокручивается, благодаря чему происходит аккуратное развёртывание. По окончании следует выдуть остатки стружки при помощи сжатого воздуха.
Завершающим этапом становятся обязательные замеры диаметра полученного отверстия в направляющей втулке. Для проверки используется специальный индикаторный нутромер. Также следует измерить толщину стержня клапана при помощи микрометра. Если все выполнено правильно, тогда зазор будет находиться в допустимых пределах.
Затем можно вставить клапан и проверить качество его прилегания к седлу. В том случае, если клапан не полностью прилегает к седлу, тогда очевидна потеря соосности между центром втулки и центром седла клапана.
Такое явление иногда возникает после замены направляющих втулок клапанов. Для решения данной проблемы потребуется осуществить притирку клапанов. Чтобы притереть клапана, нужно обработать специальной шарошкой седло клапана.
После притирки клапанов можно считать процесс замены направляющих втулок полностью завершенным.
Источник: http://krutimotor.ru/zamena-napravlyayushhix-vtulok-klapanov-svoimi-rukami/
Разборка и дефектовка
После первичного осмотра и установления причины неисправности головка блока цилиндра (ГБЦ) демонтируется с двигателя и разбирается. После разборки и очистки необходимо осуществить дефектовку всех деталей и распланировать объем работ. Для начала измеряются клапаны, после них — направляющие.
Полученные размеры помогут установить фактический зазор в паре трения и сравнить его с данными автопроизводителя. Чаще всего клапаны изнашиваются незначительно, а вот направляющие — более существенно. После обмера следует исследовать седла клапанов. В случаях сильного износа направляющих втулок клапан существенно разбивает седло.
Обычно хватает простой механической обработки седел, но иногда требуется и их замена.
Выпрессовка направляющих втулок
Данная операция производится с помощью оправки. Она должна иметь ступеньку для центровки и быть при этом меньше канала направляющей. Чаще всего втулки выходят после нескольких ударов, однако в том случае, если они были установлены некачественно, их может заклинить. Это является следствием либо повреждения канала при прошлом демонтаже, либо очень высокого натяга при установке. В таких случаях направляющая втулка стачивается до толщины стенки в 0,5—1мм и выходит без проблем.
Рекомендуем:
НПО «ПищМаш» — купить насос самовсасывающий, пищевое технологическое оборудование и запасные части на территории Российской Федерации.
Измерение и дефектовка канала
После демонтажа втулок необходимо проверить состояние каналов. Если они не повреждены — проводятся измерение и подбор новых направляющих. Для нормального неповрежденного канала отлично подойдут стандартные втулки. Если же канал уже разбит, его необходимо расточить под размер ремонтной направляющей.
Монтаж направляющих клапана
Для проведения данной операции головку блока нагревают до 150 градусов, а втулки охлаждают, благодаря чему удается установить их быстро, точно и без повреждения каналов. Далее необходимо обработать направляющие разверткой, контролируя фактический размер. Обычно зазор между втулкой и клапаном колеблется в пределах 0,2—0,4 мм — для впускных и 0,3—0,5 мм — для выпускных.
Восстановление седел клапанов
После замены направляющих клапана нарушается соосность клапанов и их седел, а также требуется механическая обработка из-за износа последних. Седло обрабатывается на станке либо вручную с использованием угловых фрез.
Основная уплотняющая фаска делается шириной 1—1,5мм и имеет угол в 45 градусов. В современных двигателях седло имеет сложный профиль, и, помимо основной, изготавливаются примыкающие фаски с углом 30 и 60 градусов.
Это помогает улучшить пропускную способность седла и тем самым повысить мощностные характеристики и экономичность мотора.
Обработка клапанов
После произведенной обработки седла клапан садится в нем глубже, чем был до этого, из-за чего увеличивается выход его ножки со стороны толкателя. Необходимо измерить зазор между толкателем и в случае необходимости произвести торцовку. Тарелка клапана обрабатывается подобно седлам с профилированием фасок.
Окончательная сборка ГБЦ
При ремонте с использованием правильного оборудования притирки клапанов к седлам не требуется. Головку блока цилиндров необходимо тщательно вымыть от металлической стружки, иначе оставшиеся мелкие фрагменты могут заблокировать масляный канал и привести к существенным повреждениям деталей ГБЦ. Сборку необходимо проводить с обильным использованием масла на всех деталях, подвергающихся трению, четко следуя инструкциям автопроизводителя.
В случае своевременного, а главное, качественно выполненного ремонта ГБЦ и замены направляющих втулок двигатель сможет вернуть большую часть своих характеристик и служить своему владельцу многие десятки, а то и сотни тысяч километров, без необходимости вмешательства во внутренние узлы.
Источник: http://tavria-auto.narod.ru/articles/zamena-napravlyayuschih-vtulok-klapanov-i-sedel.html
Как происходит правильная замена направляющих втулок клапанов на Ваз и прочих авто
Огромным преимуществом российского автопрома является возможность не только замены, но и полноценного ремонта всех узлов и агрегатов автомобилей. Довольно часто автовладельцы проводят полный разбор двигателей ВАЗ 2106 и ВАЗ 2109 и меняют все его составляющие, в том числе и направляющие втулки клапанов.
Конструкция ГБЦ и клапанов
Функционирование клапанного механизма на машинах ВАЗ 2106 и ВАЗ 2109 зависит от работы цепного привода (современные модели авто оснащаются ремёнными приводами).
Устройство головки блока цилиндров довольно примитивное: это сёдла, пружины, направляющие втулки. Захлопывание клапанов в системе осуществляется автоматически при помощи встроенных пружин. Чтобы в камеру сгорания не просачивалось моторное масло, на втулку крепится маслосъёмный сальник.
Схема головки блока цилиндров ВАЗ 2106
Клапанный механизм работает в сложных условиях с высокими температурами и масляным голоданием. Основной его задачей является обеспечение герметичности всей системы. Проблемы в его работе могут стать причиной снижения мощности, повышения расхода топлива и быстрого износа ГРМ.
Общее устройство втулок головки блока цилиндров
На современных машинах головки клапанов выполнены из специальных сплавов.
Направляющие втулки клапанов ВАЗ 2106
На ВАЗ 2109, к примеру, направляющие изготовлены из износостойкого материала и запрессованы в головку при высокой температуре, поэтому сменить их достаточно сложно. Но проводить процедуру замены всё же нужно, поскольку втулка, несмотря на её прочность, со временем изнашивается, теряя герметичность. Проблема особенно актуальна для двигателей с большим количеством клапанов.
Назначение гильз
Основная задача клапанов — подача в камеру сгорания топливно-воздушной смеси и вывод из неё выработанных газов. У каждого из цилиндров мотора имеется два клапана — впускной и выпускной. В направляющей втулке движется шток, который и впускает/выпускает отработанные газы и топливную смесь. Герметизация камеры сгорания происходит за счёт точной «посадки» головки на седло.
Качество работы клапанов двигателя зависит от направляющих втулок и сёдел. Во время эксплуатации они изнашиваются и не могут поддерживать высокую производительность двигателя. В такой ситуации их придётся менять.
Почему гильзы могут выйти из строя
Основной причиной выхода из строя направляющих втулок является их износ. В результате увеличивается расход смазочной жидкости, так как люфт деталей приводит к быстрому выходу из строя маслосъёмного колпачка и масло просачивается в камеру сгорания. В результате наблюдается образование нагара, нарушение температурного режима работы мотора, увеличение токсичности отработанных газов и поломка катализатора (если он в машине есть).
Изношенные втулки клапанов ВАЗ 2106
Своевременная замена моторного масла и правильная эксплуатация ДВС автомобиля позволяет продлить срок службы втулок и менять их каждые 180–200 тысяч километров пробега.
Однако из-за зазоров клапанов и несоответствия моторного масла рекомендуемым нормам может произойти боковой износ втулок и снижение подвижности клапанов по оси штока из-за увеличения радиальной нагрузки на него.
По этой причине после смены маслосъёмных колпачков обязательно проводят корректировку зазора в направляющих втулках. При слишком большом зазоре и выявлении люфта втулки в обязательном порядке меняют.
Признаки неисправности направляющих гильз
Износ направляющих втулок клапанов легко и быстро определяется владельцем транспортного средства. Основной симптом этой неисправности — увеличение расхода моторного масла.
Первое, что стоит проверить при увеличении расхода моторного масла, это клапаны двигателя автомобиля. Ещё одним признаком неисправности может стать характерный шум мотора в области головок. Самый лёгкий способ проверить это — открыть капот автомобиля, запустить двигатель и внимательно прислушаться. Если на фоне работы мотора будет заметен странный и необычный шум, то стоит провести диагностику клапанов и направляющих втулок.
Инструменты и материалы
Замена направляющих втулок проводится с использованием следующего инструментария:
- молоток;
- развёртки на 8.022 и 8.028;
- оправка для выпрессовки и запрессовки втулок.
Втулки меняют с помощью ступенчатой оправки — латунного либо бронзового инструмента. Упирается он в направляющую втулку, после чего она выбивается ударом молотка. Такой способ выпрессовки не так вредит ГБЦ, как использование обычного молотка и зубила. Специальный съёмник используется не только для снятия втулок, но и для их замены.
Ступенчатая оправка, используемая для выпрессовки направляющих втулок ВАЗ 2106
Лучшим инструментом для замены направляющих втулок является съёмник-выпрессовщик. Такие приспособления позволяют снимать втулки клапанов без повреждения посадочной плоскости на ГБЦ. Наличие этого инструмента позволяет избежать задиров и других дефектов ГБЦ, которые могут появиться при использовании оправки и молотка.
Съёмник-выпрессовщик для направляющих втулок ВАЗ 2106— универсальный инструмент
Как заменить клапанные втулки на ВАЗ 2106
- Открыть доступ к втулкам клапанов за счёт проворачивания двух крайних шпилек, которые мешают установить оправку. Отворачиваются они методом навинчивания на них четырёх гаек попарно. Можно прибегнуть к специальному шпильковёрту.Шпильки ГБЦ ВАЗ 2106 откручиваются для доступа к клапанам
- Направляющая втулка легко выпрессовывается ударами молотка по вставленной оправке.
Прежде чем приступать к извлечению старой втулки, необходимо перевернуть ГБЦ.Выпрессовка направляющей втулки ВАЗ 2106 из гнезда с помощью специального инструмента
- Деталь устанавливается в седло, затем молотком и оправкой запрессовывается до упора в плоскость ГБЦ. На втулки надеваются стопорные кольца и в таком состоянии проводится их запрессовка.
Втулки впускных клапанов на ВАЗ 2106 несколько короче, чем втулки выпускных клапанов. Изнутри они покрыты канавками, которые смазывают клапаны. Длина канавок различается у впускных и выпускных клапанов: в первом случае они идут только до половины седла, во втором — до его дна.
Запрессовка новых направляющих втулокВАЗ 2106
- По окончании монтажа втулок их отверстия разворачиваются, причём их диаметр различается.Отверстия направляющих втулок ВАЗ 2106 разворачиваются после монтажа
Установка направляющих втулок на ВАЗ 2109
- Смена направляющих втулок на ВАЗ 2109 начинается с фиксации на детали съёмника посредством обточенных гаек. Центральная часть инструмента придерживается верхним ключом, а при помощи нижнего выпрессовывается направляющая втулка. Её выход из гнезда сопровождается характерным щелчком, после этого деталь вынимается.
Направляющие втулки клапанов ВАЗ 2106 выпрессовываются съёмником
- Чтобы облегчить процесс установки втулки, её обрабатывают моторным маслом. Деталь запрессовывается в седло клапана при помощи конической втулки. При этом для впускного и выпускного клапанов втулки выбираются таким образом, чтобы резьба на направляющей детали была длиннее на несколько сантиметров.
- Желательно, чтобы детали имели разную температуру: головка блока цилиндров должна быть нагрета до 150оС, втулка, наоборот, охлаждается. Если не создать разницу температур, то можно спровоцировать деформацию алюминиевого сплава, в результате чего в металле возникнут слишком большие внутренние напряжения. Это может привести к перегреву клапанов двигателя.
- На втулке располагается кольцо, по которому определяется её правильная посадка. После установки детали на ней развёртывается отверстие при помощи специального инструмента. Диаметр отверстия можно проверить нутромером — он должен соответствовать параметру, указанному в технической документации автомобиля. Если данные совпадают, то устанавливают клапан.
При неплотном прилегании втулки к седлу её правят с помощью шарошки.Подводка седла клапанов ВАЗ 2109 при помощи шарошки
- После монтажа новых втулок в ГБЦ могут появиться зазоры из-за потери соосности. Чтобы устранить данную проблему, необходимо провести притирку клапанов. С этой целью сёдла клапанов ещё раз обрабатываются шарошкой.
Процедура установки новых втулок завершается после окончательной притирки клапанов.
Итак, поменять направляющие втулки можно как самостоятельно, так и в автосервисе. Это довольно простая в исполнении процедура, которая может значительно продлить срок эксплуатации двигателя автомобиля.
Источник: https://autozam.ru/soveti/zamena-napravlyayushhih-vtulok-klapanov-na-avtomobilyah-vaz-2106-i-2109.html
Замена направляющих втулок клапанов – реанимируем двигатель + видео
При частой эксплуатации автомобиля периодическая замена направляющих втулок клапанов практически неизбежна. Эти элементы необходимы для того, чтобы снизить расход масла в двигателе. Постараемся осуществить такую операцию самостоятельно.
На всех автомобилях втулки представлены по-разному, но принцип работы у них один. От клапанов напрямую зависит, как эффективно будет проходить заполнение цилиндров маслом, или наоборот, освобождение их от продуктов сгорания. Клапаны открывают и закрывают просвет, в который поступает топливная смесь. Чтобы определить, что произошел износ направляющих втулок клапанов, есть ряд признаков, которые перечислены ниже.
Если вы заметили, что масла стало расходоваться слишком много, то стоит первым делом обратить внимание на работу клапанов. Также характерный шум в области мотора, особенно около головок, будет свидетельствовать о проблеме. Поднимите капот, заведите двигатель и внимательно послушайте, как звучит «сердце» автомобиля. Если двигатель работает, но на его фоне происходит какой-то странный шум, то вам стоит обратить внимание на всё те же клапаны.
Если по какой-то причине у вас был искривлен шток, то после его замены необходимо сразу заменить клапаны, чтобы не ждать скорого наступления их неработоспособности.
Замена направляющих втулок клапанов – собираем инструменты
Перед тем, как заменить направляющие втулки клапанов, необходимо произвести определенную подготовку. Замена втулок на всех автомобилях производится примерно одинаково. Есть небольшие отличия в двигателях определенных стран, например, порядок работ на русских и японских моторах будет различным. Чтобы произвести данную операцию, необходима специальная оправка, которую можно заказать любому знакомому токарю, или же можно обратиться в мастерскую.
Также перед заменой вам необходимо подготовить стандартный набор инструментов: ключ, отвертки, сверла и тому подобные вещи. Стоит отметить, что вам понадобится запрессовка направляющих втулок клапанов, это специальный инструмент. Данный девайс сейчас продается в магазинах, но можно также его сделать самому. В данной статье, как именно сделать этот инструмент, мы описывать не будем, но вы с легкостью сможете найти информацию в других статьях.
Как заменить направляющие втулки клапанов самостоятельно?
Итак, непосредственно приступаем к самой работе! Чтобы все прошло удачно и без каких-либо оплошностей, вам необходимо соблюдать следующую инструкцию.
Сначала вставляем поочередно оправку в отверстия старых втулок и очень аккуратно, не применяя особых усилий, наносим удары молотком по самому концу оправки. Тем самым медленно и, самое главное, аккуратно мы выбиваем втулки.
Затем необходимо прочистить данное освободившееся место. Лучше всего, если есть такая возможность, втулки продуйте сжатым воздухом.
Для установки новых втулок их необходимо выдержать в морозилке примерно двое суток, так они будут более сжатыми и потом плавно разместятся в посадочном месте. Дальше нам необходимо нагреть головки блока цилиндров на электроплитке примерно до температуры, равной 100 градусам, тем самым мы расширим посадочные места. Остался последний этап: надеваем на втулки стопорные кольца, вставляем их в отверстия и также аккуратно, как мы их доставали, начинаем вбивать.
Обратите внимание, если колпачки разболтались, то совсем необязательно производить замену. В данной проблеме поможет развертка направляющих втулок клапанов. Она делается вручную, вы просто утягиваете клапан до минимального значения зазора.
Для впускного клапана значение примерно от 0,020-0,055 мм, а если брать выпускной клапан, то значение должно быть 0,035-0,070 мм. Чтобы полностью завершить эту статью, осталось выяснить, какие направляющие втулки клапанов лучше? Между собой они отличаются по материалу изготовления.
Конечно, лучше всего, если втулки будут чугунные. Так как в данном случае, чем прочнее материал, тем он лучше для использования.
Источник: https://carnovato.ru/iznos-zapressovka-zamena-napravljajushhih-vtulok-klapanov/
Как проводится замена направляющих втулок клапанов на ВАЗ самостоятельно
Одним из преимуществ автомобилей, выпущенных отечественными заводами, является возможность выполнения владельцем ремонта любых узлов и агрегатов, вплоть до полной разборки двигателя. Если автовладелец принялся осваивать ремонт головки блока цилиндров, то необходимо разобраться, как производится замена направляющих втулок клапанов. Процедура это в сравнении с иными манипуляция не представляет сложности, но имеет существенное значение для обеспечения работоспособности мотора.
Для чего нужна направляющая втулка клапана?
Направляющие втулки клапанов ВАЗ 21011
В обеспечении стабильной работы мотора элементы головки блока играют важную роль. Особенно тщательно необходимо следить за состоянием клапанов, ведь от них зависит, насколько эффективно будет происходить заполнение цилиндров горючей смесью и освобождение её от продуктов сгорания топлива. Доверена эта работа клапанам, которые своевременно открывают и закрывают просветы каналов поступления топливной смеси и выхлопных газов.
Каждый клапан имеет рабочую часть в виде диска (тарелку), которая плотно прилегает к гнезду и шток. Именно через шток тарелке передаётся возвратно-поступательное движение, необходимое для работы механизма. Для того, чтобы шток клапана двигался строго по своей оси, он помещён в специальную втулку.
Направляющие клапанов выполнены таким образом, чтобы клапан не имел возможности колебаться в стороны. Отсутствие зазора между поверхностью штока и внутренней поверхностью втулки также помогает сальнику клапана защитить камеру сгорания от попадания моторного масла. Даже с учётом того, что для клапанов и направляющих используют очень прочные сплавы, износ неизбежен. Именно поэтому периодически необходима замена втулок клапанов.
Очевидными признаками необходимости такого ремонта являются:
- попадание в камеру сгорания моторного масла (увеличение расхода масла, сизый дым выхлопа);
- характерный шум от головки;
- замена направляющих клапанов на новые;
- замена клапанов после их повреждения (особенно при искривлении штока);
- капитальный ремонт ГБЦ.
Готовим двигатель к замене направляющих втулок клапанов ВАЗ
Направляющие втулки клапанов ВАЗ 2108-09-10
Любая работа, связанная с ремонтом двигателя автомобиля требует подготовки. Особенно это важно, когда дело доходит до газораспределительного механизма. В процессе возврата мотора к жизни обойтись простым набором гаечных ключей уже не удастся. Конструкция отдельных элементов требует наличия особых приспособлений.
Замена направляющих втулок клапанов ВАЗ на всех автомобилях классической серии абсолютно одинакова из-за идентичности устройства двигателей. Для проведения этой операции необходима специальная оправка, которую можно заказать знакомому токарю или купить в магазине. Состоит она из рукоятки и рабочей части. Рабочая часть представляет собой стержень, диаметр которого чуть меньше наружного диаметра втулки, а на конце имеется более тонкая часть, которая свободно входит внутрь втулки.
Кроме этого необходимо приготовить развёртки – специальные длинные свёрла, которые позволяют довести внутренний диаметр отверстий до нужного калибра. В магазине необходимо приобрести развёртки на:
- 8,022-8,040 мм (для каналов впускных клапанов);
- 8,029-8,047 мм.(для каналов выпускных клапанов).
Кончено, замена втулок двигателя любого автомобиля возможна только, когда головка демонтирована, клапана и другие элементы ГЦБ сняты, а также выкручены шпильки у цилиндров №1 и №4 в верхней части (они мешают запрессовке втулок).
Замена направляющих втулок клапанов – действуем последовательно
Приступая к работе, головку блока цилиндров предварительно очищают от смазки и грязи. Далее её необходимо уложить на верстак с хорошим освещением. После этого следует выполнить следующие операции:
- вставляя поочерёдно оправку в отверстия старых втулок (со стороны камеры сгорания), аккуратно молотком наносим удары по её концу и выбиваем втулки;
- посадочное место втулки очищаем ветошью с бензином или растворителей, продуваем сжатым воздухом;
- втулки необходимо заранее выдержать в морозилке примерно 2-е суток для их сжатия;
- нагреваем ГБЦ на электроплитке до температуры примерно 100 градусов Цельсия (это позволит расширить посадочные каналы);
- надеваем на втулки стопорные кольца, вставляем втулки в отверстия и через оправку аккуратно забиваем до полной посадки.
Замена направляющих клапанов заканчивается доработкой отверстий втулок до необходимого диаметра. Это необходимо делать, когда головка полностью остынет. Если стержень клапана не входит в отверстие втулки, оно растачивается развёртками, которые поочерёдно используются от самого малого размера с примеркой поле каждого прохода.
Что следует знать при проведении ремонта
Для того, чтобы замена втулок клапанов ВАЗ была произведена как положено, заранее необходимо определить, где устанавливаются впускные, а где выпускные клапаны, а также подготовить втулки. Спутать их сложно. Втулка для впускного клапана короче по размеру, а на внутренней её части имеются канавки для смазки, доходящие до середины. Втулки выпускных клапанов длиннее и имеют канавки на всю длину внутренней части.
Источник: https://cartore.ru/3026-zamena-vtulok-klapanov.html
направляющие клапанов
Тема статьи – направляющие клапанов змз 406. Конечно, данные направляшки ставятся и в 405 и в 409, но так как 406 является родоначальником семейства, пусть будет так. Для меня всегда было законом: стандартный ремонт гбц должен быть быстрым и качественным. Поэтому никакие изделия наших производителей не рассматриваются. Ни у меня, ни у других сервисов нет желания ходить по магазинам с штангенциркулем и микрометром и заниматься селекцией.
Направляющие клапанов змз 406, конкретика
Клапанная система двигателя ЗМЗ для унификации полностью позаимствована у переднеприводного семейства ВАЗа. Клапана, направляющие, пружины, сухарики, тарелки – все эти детали от «восьмерки». Плюс этого — достаточно широкий выбор, как по цене, так и по качеству. Минус — качество автоВАЗа «хорошо известно», и кроме всего прочего, в магазинах и на рынках продают огромное количество подделок. Резюме: ищем направляющие клапанов хорошего производителя.
направляющие Kolbenschmidt
Для двигателей ВАЗ и ЗМЗ я работаю с направляющими клапанов TRW-Kolbenschmidt и Metelli. Немецкий и итальянский производители в запчастях для двигателей. Обе фирмы делают качественные направляющие из чугуна. Есть один небольшой секрет и в материале и в его структуре. Это серый чугун с перлитной структурой.
Перлит — молекулярная структура металла, позволяющая держать в своем поверхностном слое малюсенькие капли масла. Тем самым смазывая пару трения, направляшка – клапан. Данные направляющие ставлю как на стандартные гбц, так и на «тюнингованные». В основном заказы для двигателей змз комплектуются продукцией Metelli.
И еще один момент, который иногда вызывает удивление у людей, которые крайне редко сталкиваются с запчастями. ВСЕ направляющие клапанов идут без стопорных колечек.
направляющие клапанов Metelli
Технология установки
Правильная технология — это залог дальнейшей хорошей и длительной работы данной запчасти. Некоторые «мастера» выбивают выколоткой старые направляющие клапанов змз 406 (что допустимо) и так же, как гвозди, заколачивают новые (что недопустимо). Это просто вредительство и саботаж.
Так можно легко получить трещины в направляющих еще на этапе установки, а потом удивляться, куда уходит литрами масло. Удаление направляющей осуществляется либо методом нагрева ГБЦ, либо при помощи специальной выжимной приспособы.
Запрессовка желательна после «купания» направляющей в жидком азоте.
Второй важный момент при монтаже: развёртка направляющих после запрессовки. Хочу обратить внимание на следующее. Развертки из магазина инструмента вас не спасут, если вы хотите сделать действительно качественную гбц.
Стандартные развертки делаются в «нулях», а нам нужны развертки с плюсом от двух до четырех соток. Причем зазор во впускных и выпускных клапанах чуть различается.
Развертка направляющих делается вручную: или спиральной, или регулируемой (автотракторной) разверткой или разверткой сделанной под заказ.
Совместно работающие детали:
клапана Kolbenschmidt
Источник: http://zmz-fr.ru/napravlyayushhie-klapanov.html
Диагностика и замена направляющих втулок клапанов
Для чего необходима замена направляющих втулок клапанов? Дело в том, что в процессе регулярного использования автомобиля направляющие втулки подвергаются износу, что негативно сказывается на расходе масла. Поэтому данную проблему желательно решать на ранней стадии ее развития.
Как диагностировать износ втулок?
Несмотря на то, что в каждой определенной марке или модели машины втулки могут выглядеть по-разному, все же они имеют общий принцип работы. В частности они:
- регулируют заполнение цилиндров смазочной жидкостью;
- контролируют освобождение цилиндров от продуктов сгорания.
Существует ряд признаков, сообщающих об износе втулок.
В большинстве случаев диагностировать неисправность можно по резкому увеличению расхода моторного масла. Здесь необходимо постоянное наблюдение за уровнем смазочной жидкости.
О проблеме с направляющими втулками могут сообщать посторонние шумы в двигателе при его работе. Для того чтобы определить поломку, достаточно открыть капот, завести мотор и прислушаться к его работе. При износе направляющих втулок больше всего шума будет в районе головок.
Резюмируя вышесказанное можно отметить, что для выявления проблем с направляющими втулками клапанов достаточно проследить за расходом масла (учитывая норму расхода автомобиля) и прислушаться к работе двигателя.
Необходимые инструменты
Для проведения замены направляющих втулок потребуется подготовить:
- гаечный ключ;
- баллончик со сжатым воздухом;
- молоток;
- запрессовку;
- специальную оправку.
Последний инструмент можно заказать в любой мастерской. А запрессовка продается в любом специализированном магазине.
Процесс замены направляющих втулок
Если при диагностике был выявлен износ втулок, то необходимо оперативно приступить к их замене. Для этого нужно:
- Поочередно вставить оправку в отверстия заменяемых втулок и без приложения усилий постучать по концу оправки. Втулки должны выбиваться аккуратно и не спеша.
- После того как втулки будут демонтированы, освободившееся место надо очистить от загрязнений. Для этих целей лучше всего воспользоваться влажной тряпкой. Новые втулки следует продуть сжатым воздухом и поместить в морозилку на два дня.
- Перед тем как надеть втулки, головки цилиндров разогреваются до 100°C. Это позволит подготовить посадочные места для новых втулок.
- Теперь на вынутые из морозилки втулки надо надеть стопорные кольца, после чего они вставляются в отверстия и снова, без приложения больших усилий, легкими постукиваниями по концу оправки, вбиваются на свои посадочные места.
Вот таким простым способом можно самостоятельно заменить направляющие втулки клапанов.
Рекомендации
Стоит отметить, что при разболтавшихся маслосъемных колпачках не надо спешить их менять. Достаточно вручную осуществить развертку направляющих втулок, т.е. утянуть клапана до зазора с минимальным значением.Долговечность втулок зависит от материала их изготовления. Поэтому специалисты рекомендуют использовать данные детали исключительно из чугуна, так как он прочный и износостойкий. Таким образом, замена направляющих втулок клапанов не превратиться в регулярный ритуал.
Источник: https://autoport.spb.ru/diagnostika-i-zamena-klapanov/
Причины преждевременного износа втулки клапана
Так как направляющие клапанов установлены внутри ГБЦ и изготавливаются (в зависимости от модели мотора) из чугуна, бронзы, латуни или сплавов, не каждый автолюбитель знает об их существовании. Вызвано это тем, что ресурс втулок составляет от 200000 км пробега.
Единственной неисправностью является механический износ внутренней поверхности в результате трения. На скорость износа влияют следующие факторы:
- своевременность замены и качества моторного масла;
- температурный режим работы ДВС;
- качество горючей смеси;
- исправность системы питания;
- правильность регулировки системы зажигания;
В результате износа направляющей стержень клапана теряет центрированность и двигается с перекосом, что не обеспечивает необходимую герметичность между седлом и тарелкой клапана. В итоге в камеру сгорания попадает масло, во впускной или выпускной коллектор прорывается горящая горючая смесь, что приводит к преждевременному износу узлов и деталей.
Симптомы износа
Главный симптом изношенности направляющих втулок — повышенный расход моторного масла. Связано это с тем, что при децентрированном ходе клапана маслосъемные колпачки перестают выполнять работу и через увеличенный зазор между клапаном и внутренней частью втулки в цилиндры попадает моторное масло.
Признаки повышенного расхода масла из-за изношенных втулок следующие:
- сизый дым из выхлопной трубы;
- повышенная дымность работающего двигателя;
- нагар на электроде свечи зажигания светлого пушистого вида;
- наличие на юбке или резьбе масла.
Как определить, что направляющие втулки изношены
Масло в цилиндры попадает и по причине неисправности деталей цилиндро-поршневой группы. Чтобы исключить данную причину, необходимо замерить компрессию. Это исключит неисправность поршневых колец.
Осмотрите свечи зажигания. Наиболее загаженная свеча говорит о проблемах в данном цилиндре.
Далее осматриваем мотор на предмет износа направляющих в следующем порядке:
- Открутите гайки, крепящие клапанную крышку к ГБЦ, и снимите ее.
- Ослабьте цепь и, совместив метки, открутите и снимите шестерню распредвала.
- Постепенно и поочередно открутите постель распредвала и снимите ее.
- Демонтируйте коромысла, разблокируйте пружины клапанов цилиндра, в котором свеча больше всего покрыта нагаром.
- Аккуратно снимите маслосъемный колпачок и покачайте клапан в стороны, двигая вверх-вниз. Если при движении имеется боковой люфт, то требуется замена втулки.
В рабочем состоянии зазор между клапаном и направляющей минимален и не позволяет клапану двигаться в горизонтальном направлении (только вверх или вниз). Поэтому любое боковое качание означает износ втулки.
Прежде чем покупать новые направляющие, желательно снять клапаны и вместе с ними прийти в магазин. И при выборе обязательно пробуйте их посадку на шток клапана.
Направляющая втулка на штоке клапана должна двигаться легко, но при этом она не должна болтаться.
Необходимо это для того, чтобы в дальнейшем вам не пришлось снова идти в магазин, если втулки по каким-то причинам не подойдут.
Порядок замены направляющих втулок клапанов автомобилей ВАЗ
Для замены надо демонтировать ГБЦ и дополнительно иметь специальную наставку для снятия и установки. Однако не стоит пугаться, так как конструкция наставки проста, и вместо нее используйте подходящие по параметрам втулки подручные средства.
- Снимаем навесное оборудование, которое мешает снятию головки блока цилиндров.
- Снимаем клапанную крышку.
- Ослабляем цепь газораспределительного механизма и снимаем шестерню распредвала (не забудьте совместить метки).
- Демонтируем головку блока цилиндров и ставим ее на чистую ровную поверхность.
- Снимаем распредвал с постелью (гайки откручивайте постепенно, иначе постель встанет на перекос и вы ее не снимете).
- Снимаем коромысла и пружины.
- Проверяем люфт клапанов. Там, где он есть, клапаны удаляем, там, где его нет, устанавливаем на место пружины.
- Переворачиваем ГБЦ и со стороны камеры сгорания наставкой выбиваем направляющие.
- Устанавливаем новые втулки и собираем двигатель (при сборке не забудьте соблюсти момент затяжки гаек и ее порядок).
Процесс замены
Как уже говорилось выше, для снятия и установки направляющих необходима специальная наставка. Рассмотрим, что она из себя представляет и как ей пользоваться.
1. Описание наставки
Оправка для снятия и установки направляющей состоит из двух частей.
Первая часть представляет собой шток определенной длины, обработанный на токарном станке и имеющий в определенных местах разный диаметр. Самый большой диаметр штока занимает основную его длину и составляет 18 мм.
За эту часть шток удерживается рукой, и она ограничивает проскакивание штока на другую сторону при снятии втулки, что предохранит поверхность головки блока от удара молотком. Диаметр второй части штока равен диаметру втулки. Длина этой части равняется глубине отверстия, в котором размещена втулка. Третья часть штока самая короткая — ее диаметр соответствует внутреннему диаметру штока клапана (диаметру внутренней поверхности направляющей).
Ее предназначение заключается в том, чтобы при выбивании втулки направление штока строго соответствовало направлению втулки и не создавался перекос штока при ударе по нему молотком.
Вторая часть штока похожа на торцевую головку. Отличает ее от торцевой головки отсутствие внутри граней (цилиндрическое отверстие с диаметром и длиной, равной диаметру и длине верхней части направляющей).
В верхней части головки имеется отверстие с диаметром, равным внутреннему диаметру втулки и внешнему размеру штока с рабочей стороны.
Как видно из описания оправки, найти ей замену из подручных средств не так сложно.
Для этого как минимум понадобится цилиндрический стержень удобной длины, диаметр которого с одной стороны равняется внешнему диаметру втулки. В качестве наставки можно использовать старый шток маслонасоса от ВАЗ, предварительно сточив шестерню.
Для установки направляющей на место используйте торцевую головку подходящего диаметра либо подходящую полую трубку.
Далее в тексте будут использоваться термины «оправка», «шток», «головка», подразумевающие под собой как специальную оправку, так и подходящие подручные средства.
2. Процесс снятия изношенной направляющей и установка новой
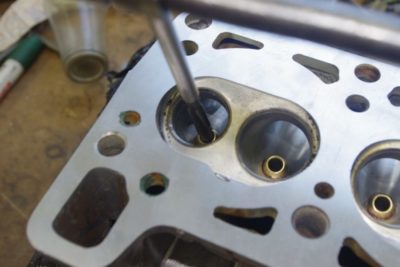
Для снятия втулки переворачиваем ГБЦ рабочей частью вверх. Далее берем шток, вставляем в отверстие клапана и молотком аккуратно выпрессовываем.
В данном процессе важна точность удара. Если вы попадете молотком по поверхности головки блока, то это приведет к нарушению плоскости ГБЦ. Чтобы выбить втулку, удар должен быть сильным, а для этого лучше использовать тяжелый молоток.
Чтобы установить новую втулку, разместите ГБЦ на поверхности в положении, в котором она размещается на двигателе. Затем возьмите новую втулку, смажьте внешнюю поверхность маслом и установите ее в нужное отверстие.
Далее наденьте на нее головку и вставьте шток. Аккуратно ударяя молотком по верху штока, запрессуйте направляющую втулкуна место.
При установке обратите внимание, чтобы выбранные подручные средства не касались верха седла сальника (отмечен стрелочкой 1), так как при ударе седло деформируется или от него отколется кусок. Головка должна упираться в основание седла сальника (отмечено стрелочкой 2).
Со снятием и установкой направляющей втулки проблем не возникает. Это простая процедура, которая требует определенных знаний, аккуратности и точности при работе.
Замена направляющих втулок клапанов
Источник: https://topmekhanik.ru/zamena-vtulki-klapana/
Направляющие втулки клапанов
Направляющие втулки клапанов являются одной из важнейших частей любого двигателя. Они обеспечивают точное попадание клапанов, а также их открытие и закрытие в самые нужные моменты времени.
Применение направляющих втулок в двигателях внутреннего сгорания объясняется их способностью к быстрому отводу тепла. Дело в том, что двигатели в 50-х годах имели чугунную головку блока цилиндров, которая обладала свойством очень быстро перегреваться и повышенный расход масла. Если втулки обеспечивают связь головки и клапанного механизма, то без них механизм имел тесную связь с головкой, что не создавало необходимых условий для отвода тепла.
Таким образом, направляющие втулки клапанов необходимы для отвода тепла, обеспечения минимального расхода масла и точной постановки клапана над отверстием.
Конструкция и принцип работы направляющих втулок
Направляющая втулка изготавливается, исключительно, из металла и может быть выполнена в виде отдельного цилиндра, который имеет продольное отверстие, или в виде цилиндрического отверстия внутри головки блока цилиндров. Отверстие втулки должно максимально точно совмещаться с седлом клапана и иметь небольшой зазор.
Такой зазор необходим для исключения возможного заклинивания клапана, так как при повышении температуры металл расширяется, и зазор становится меньшим. Однако, слишком большой зазор может привести к потере воздуха в топливовоздушной смеси и скорейшему износу самой втулки, которая расточится и может стать овальной формы.
Главным плюсом применения направляющих втулок, является их простота обслуживания. Ведь такую направляющую можно изготовить своими руками на любом виде токарных станков. Это может здорово сэкономить время, но при условии, что вы владеете специальными навыками и опытом, так как неправильно изготовленная втулка может стать причиной плохой герметичности клапанов и, как следствие, ускоренного износа целого узла.
Замена направляющих втулок ВАЗ 2107
Необходимость замены направляющих втулок возникает в следующих случаях:
- Появление большого расхода масла. Из выхлопной трубы выходит дым сизого цвета. Это говорит о том, что масло попадает в камеру сгорания, а затем в систему выхлопа.
- Во время работы двигателя возникает характерный звук из головки блока цилиндров.
- Выполнение определенных ремонтных работ, к примеру, замена клапанов или капитальный ремонт всей ГБЦ.
Перед заменой втулок нужно снять головку с блока. Порядок действий следующий:
1. Снимите «кастрюлю» воздушного фильтра и слейте охлаждающую жидкость.
2. Открутите все хомуты шлангов карбюратора и снимите шланги. Отсоедините тягу педали газа и выкрутите трос подсоса воздуха. После этого открутите четыре гайки крепления и снимите карбюратор.
3. Теперь выкрутите гайки крепления «штанов» к выпускному коллектору.
4. Возьмите торцовый ключ на 10 и открутите все гайки, на которых крепится крышка головки блока цилиндров. После чего, снимите крышку.
5. Затем открутите гайку, предназначенную для крепления распределителя зажигания, и демонтируйте высоковольтные провода. После этого вытащите распределитель и уберите его подальше, чтобы он не препятствовал проведению работ.
6. Развальцуйте и выкрутите болт шестерни распределительного вала. Шестерню необходимо вытащить, а цепь зафиксируйте таким образом, чтобы она не упала в блок цилиндров, так как достать ее будет очень проблематичным.
7. Вместе с валом вытащите постель из распределительного механизма.
8. Открутите болты крепления головки и снимите ее с блока. Будьте осторожны, направляющие втулки могут выпасть вниз, поэтому рекомендуется быть предельно аккуратным.
https://www.youtube.com/watch?v=AmJWJoqurmw
После демонтажа головки блока цилиндров, необходимо ее протереть сухой тряпкой и очистить ее от следов масла и грязи. После этого можно приступать к замене втулок:
1. В отверстие старых втулок необходимо вставить оправку и аккуратными ударами выбить их молотком. Место посадки необходимо тщательно очистить с помощью бензина. После этого продуйте их сжатым воздухом.
2. Новые втулки необходимо сжать. Для этого можно поместить их в морозильник на два дня. Этот способ является самым эффективным.
3. Для расширения каналов посадки втулок нагрейте головку блока цилиндров на электрической плите до температуры, примерно, сто градусов Цельсия.
4. На новые втулки наденьте специальные стопорные кольца и тем же способом забейте их в посадочные места.
После того, как ГБЦ остынет, нужно примерить стержни клапанов под отверстия втулок. Если они не подходят, отверстия растачиваются до необходимых диаметров.
После сборки узла, установите головку блока цилиндров обратно на блок. По возможности можно заменить прокладку ГБЦ и множество других расходных запчастей. Все это пойдет только на пользу двигателю.
Источник: https://vipwash.ru/dvigatel/napravlyayushchie-vtulki-klapanov